




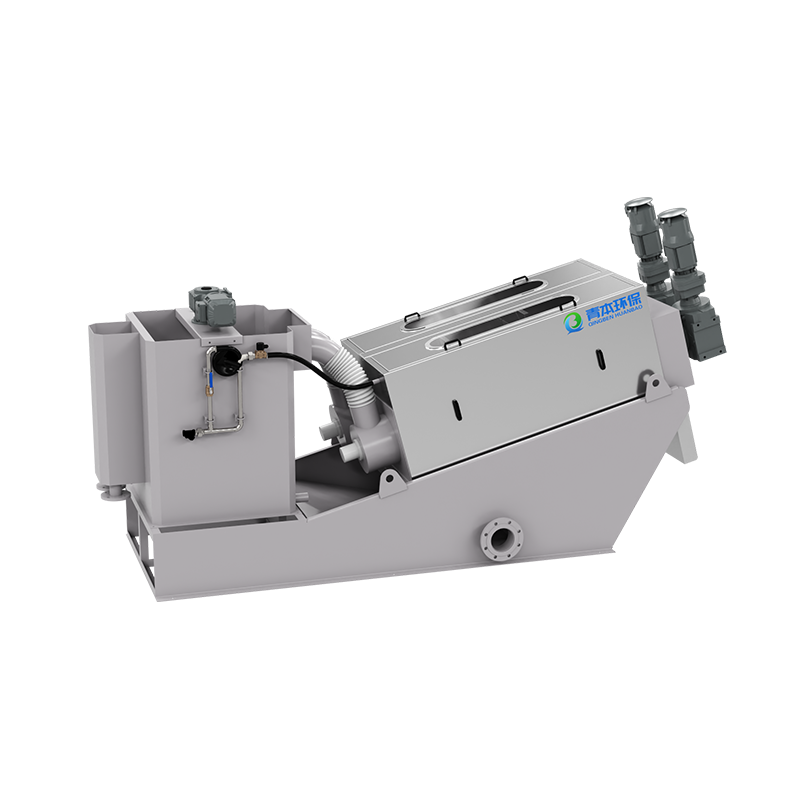

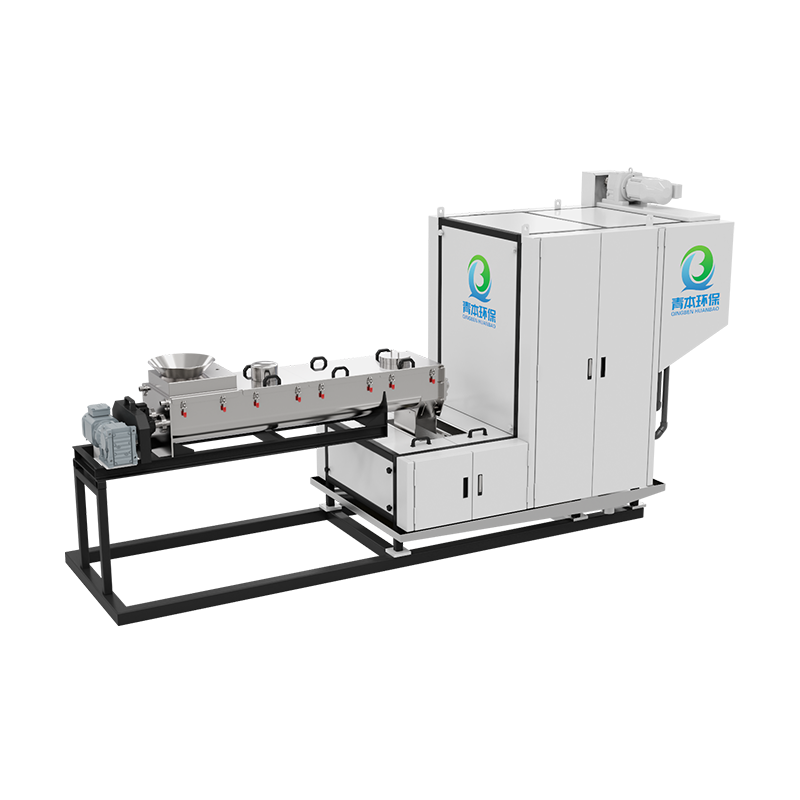



An Integrated Dosing Device is an automated system that modularly integrates chemical storage, metering, mixing, and dosing functions. It is widely used in water treatment, chemical, and pharmaceutical industries, enabling precise chemical dosage control.
1. Components of an integrated dosing device
| Module | Functional Description | Key Components |
| Drug Storage Unit | Corrosion-Resistant PE/FRP Tank (with Level Gauge) | Agitator, Heating Device (Anti-Crystallization) |
| Dosing Unit | High-Precision Dosing Pump (±1% Error) | Diaphragm Pump/Screw Pump, Pulsation Damper |
| Control System | PLC/Touch Screen, Supports Flow Proportional Control and Timed Dosing | pH/ORP Sensor, Flow Meter |
| Safety Protection System | Leak Alarm, Overpressure Protection, Emergency Shutdown | Explosion-Proof Motor, Relief Valve |
2. Core Functions
(1) Precision Dosing Control
Proportional Dosing: Automatically adjust the dosage according to the influent flow rate (e.g. ±2% error) (e.g. coagulant dosage 5~50mg/L adjustable)
Feedback Control: Real-time adjustment through online pH/turbidity monitoring (e.g. pH control at 6.5~8.5)
(2) Process Optimization
Coagulation/Flocculation: Optimize the dosage of aluminum salt/iron salt to reduce sludge production by 15%~30%
Disinfection Management: Precise sodium hypochlorite dosing (0.5~2ppm) to reduce the generation of DBPs (disinfection by-products)
(3) Automated Operation
Unmanned Operation: Supports remote monitoring (4G/IoT) and fault self-diagnosis
Data Traceability: Records dosing curves, energy consumption and other data in compliance with GMP/FDA regulations
(4) Safety and Environmental Protection
Leakage Prevention Design: Double mechanical seal + leak sensor (response time <1s)
Reduced Chemical Waste: Saves 10%~20% of chemical compared to manual dosing
3. Troubleshooting Common Problems with Integrated Dosing Devices
(1) Abnormal pump operation (loud noise/vibration)
Possible causes:
Wear of motor bearings
Loose pump components (connecting rod, crosshead)
Unstable pipeline support (resonance)
Solution:
Tighten mechanical components: Check whether the connecting rod bolts and crosshead pins are loose.
Adjust pipeline fixation: Add pipe clamps or shock absorbers (vibration value should be ≤2.5mm/s).
(2) Crystallization/precipitation blockage of reagents
Possible causes:
Excessive reagent concentration (such as low-temperature crystallization of sodium hypochlorite)
Agitator failure
Solution:
Heating and dissolving: Heat the storage tank to 20~30℃ (applicable to easily crystallized reagents).
Clean pipeline: Backwash with clean water or dilute acid (5% citric acid).
(3) False triggering of leakage alarm
Possible causes:
Sensor is damp/contaminated
Poor grounding (electromagnetic interference)
Solution:
Cleaning the sensor: Wipe the electrode with alcohol (do not scratch with metal tools).
Check grounding resistance: should be ≤4Ω.
(4) Frequent overpressure protection activation
Possible causes:
Back pressure valve setting too low
Outlet pipe blocked
Solution:
Adjust the back pressure valve: set the pressure to 1.2-1.5 times the working pressure.
Check the outlet: confirm the valve opening and pipe unobstructed.







