




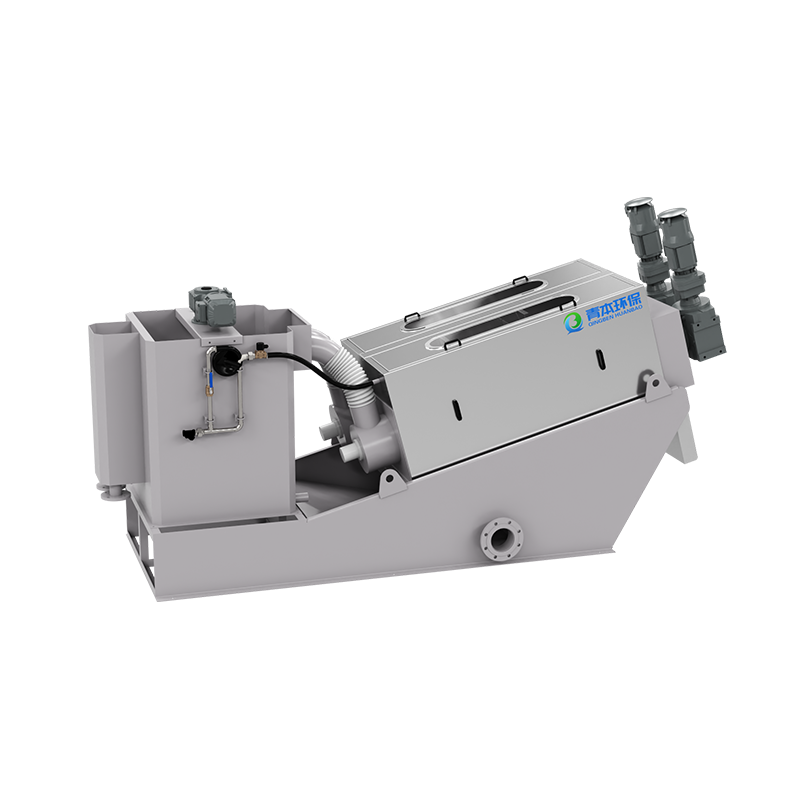




A low-temperature sludge drying system is industrial sludge drying equipment that uses heat pump or heat exchange technology — typically operating between 45°C and 85°C — to evaporate moisture from wastewater sludge, reducing its water content from approximately 80–83% down to 10–30%, with a volume reduction rate of up to 90%. Unlike traditional high-temperature incineration or thermal drying, low-temperature drying achieves this reduction with significantly lower energy consumption, no combustion emissions, and no secondary air pollution.
For municipal wastewater plants, industrial facilities, and environmental engineering contractors, this technology addresses one of the most urgent challenges in wastewater sludge treatment: how to safely, economically, and compliantly reduce the volume and hazard level of sludge before final disposal or resource recovery. Sludge that begins at 83% moisture and several tonnes per day can, after low-temperature drying, become a fraction of its original volume — dramatically reducing transport costs, landfill burden, and regulatory liability.
This article explains how a low-temperature sludge drying system works, what performance benchmarks to expect, which industries and sludge types it serves, and how to evaluate sludge drying system manufacturers China and global suppliers for your specific project requirements.
Content
- 1 How a Low-Temperature Sludge Drying System Works
- 2 Key Performance Benchmarks: What Results to Expect
- 3 Energy Efficiency: Low-Temperature vs High-Temperature Drying
- 4 Industries and Sludge Types Served by Low-Temperature Drying
- 5 Final Disposal Pathways for Dried Sludge
- 6 Selecting a Sludge Drying System Manufacturer: What to Evaluate
- 7 About Qingben Environmental Technology (Jiangsu) Co., Ltd.
- 8 Frequently Asked Questions
How a Low-Temperature Sludge Drying System Works
The core mechanism of a low-temperature sludge dryer is the heat pump cycle. Ambient air or waste heat is used to drive a refrigerant circuit that generates warm, dry air inside a sealed drying chamber. This warm air circulates continuously over the sludge material — spread on conveyor belts, trays, or rotating drums — absorbing moisture from the sludge surface. The moisture-laden air is then passed over an evaporator coil, where the moisture condenses and is collected as liquid water, while the now-dry air is reheated and recirculated.
Because the process operates at relatively low temperatures — typically 45°C to 85°C — it avoids the thermal degradation and odor volatilization problems associated with high-temperature dryers. The closed-loop air circulation also means that odorous compounds and pathogens are retained within the system, enabling effective sterilization of up to 90% of harmful microorganisms without external combustion or chemical treatment.
Modern industrial sludge drying equipment integrates programmable control systems that monitor sludge inlet moisture, outlet moisture, chamber temperature, and energy consumption in real time — enabling operators to optimize throughput and energy use for varying sludge compositions.
Low-Temperature Sludge Drying System: Process Flow
This process flow diagram shows the five key stages of a low-temperature sludge drying system: wet sludge intake, heat pump drying chamber, moisture condensation, sterilized dry sludge output, and final resource recovery or disposal. The dashed arc above illustrates the closed-loop recirculation of dried air, which is central to the system's energy efficiency — by reusing heated air rather than exhausting it, the system minimizes heat loss and reduces energy consumption by comparison with open-circuit dryers. This closed-loop design also contains odors and pathogens within the system boundary, making the process suitable for urban and densely populated industrial environments.
Key Performance Benchmarks: What Results to Expect
For procurement engineers and environmental project managers, understanding quantified performance benchmarks is more useful than general descriptions. The following figures represent typical performance ranges documented across municipal and industrial sludge drying system installations.
| Parameter | Inlet Condition | Outlet Condition |
|---|---|---|
| Moisture Content | 80–83% | 10–30% |
| Volume / Weight Reduction | Baseline (100%) | Up to 90% reduction |
| Pathogen Sterilization Rate | Raw sludge (high pathogen load) | Up to 90% elimination |
| Operating Temperature | — | 45°C – 85°C |
| Energy Consumption (per kg water evaporated) | — | 0.25–0.45 kWh (heat pump) |
| Secondary Pollution | — | None (closed-loop system) |
Sludge Volume Reduction by Treatment Method (%)
This horizontal bar chart compares five sludge treatment methods by their achievable volume reduction percentage. Low-temperature drying systems deliver the highest reduction rate at 90%, marginally ahead of high-temperature thermal drying (85%) and substantially ahead of mechanical dewatering alone (55%) or natural air drying (65%). Chemical stabilization achieves the lowest reduction at around 20%, confirming it as a stabilization tool rather than a volume reduction solution. For facilities facing landfill cost pressures or transport limitations, the volume reduction advantage of low-temperature industrial sludge drying equipment is a direct and measurable financial benefit.
Energy Efficiency: Low-Temperature vs High-Temperature Drying
Energy consumption is a primary operating cost driver in any sludge drying system. Traditional high-temperature thermal dryers — which use direct gas combustion or steam to evaporate moisture — consume 800–1,200 kWh per tonne of water evaporated. Low-temperature sludge dryers utilizing heat pump technology reduce this figure to 250–450 kWh per tonne, representing an energy saving of 50–70%.
This dramatic efficiency gain is possible because heat pump systems do not generate heat from fuel combustion — they transfer existing thermal energy from ambient air or waste heat sources using a refrigerant cycle. For every 1 kWh of electrical energy consumed by the heat pump compressor, typically 3–5 kWh of thermal energy is delivered to the drying chamber (a Coefficient of Performance, or COP, of 3–5). This thermodynamic leverage makes the low-temperature sludge drying system one of the most energy-saving sludge dryer OEM options available in the market.
Energy Consumption (kWh/tonne water evaporated) vs Drying Temperature
This line chart clearly illustrates the energy consumption gap between low-temperature and high-temperature sludge drying approaches. At operating temperatures between 50°C and 70°C, low-temperature sludge drying systems consume approximately 270–320 kWh per tonne of water evaporated, while high-temperature systems at 100°C–250°C require 500–950 kWh over the same basis — a difference of roughly 2–3 times. For a facility processing 10 tonnes of wet sludge per day, this energy differential translates into substantial operational cost savings annually, making energy-saving sludge dryer OEM configurations a financially compelling specification for long-term installations.
Industries and Sludge Types Served by Low-Temperature Drying
One of the key advantages of low-temperature sludge drying technology is its adaptability across a wide range of sludge compositions and industrial sources. The non-combustive process means that chemically complex or hazardous sludge types can be dried without the combustion risks or toxic emission concerns associated with incineration.
Municipal Wastewater Sludge
Municipal wastewater treatment plants generate large volumes of biological sludge from primary and secondary treatment processes. This sludge typically contains 80–85% moisture after mechanical dewatering and presents significant disposal challenges — landfill restrictions are tightening in most countries, and incineration capacity is limited. A municipal sludge treatment equipment supplier offering low-temperature drying enables wastewater utilities to reduce their sludge disposal volume by up to 90%, while producing a dried output suitable for composting, land application, or co-firing in cement kilns.
Industrial Sludge: Printing and Dyeing, Papermaking, and Chemicals
Industrial sludge from textile dyeing, paper manufacturing, electroplating, chemical production, and leather processing often contains organic compounds, heavy metals, and process chemicals that complicate traditional disposal. Low-temperature industrial sludge drying equipment processes these streams safely in a closed system, preventing volatile organic compound (VOC) release while achieving the same 90% volume reduction as with municipal sludge. The dried output from printing and dyeing sludge, for example, can be co-processed in cement kilns as a partial raw material substitute, avoiding hazardous waste landfill entirely.
Pharmaceutical and Food Processing Sludge
The pharmaceutical and food processing industries generate biological sludge with high organic loads and specific sterilization requirements. The operating temperature of low-temperature drying (up to 85°C) is sufficient to inactivate most pathogenic organisms without the need for chemical disinfectants. This makes the technology particularly suitable for pharmaceutical wastewater sludge treatment where regulatory requirements for pathogen reduction are stringent.
Low-Temperature Drying Suitability by Sludge Source (Score /10)
This radar chart maps the suitability of low-temperature sludge drying technology across six major industrial sludge source categories. Municipal wastewater sludge scores highest at 9.5/10, reflecting both the large volume opportunity and the straightforward sludge composition that responds well to heat pump drying. Printing and dyeing sludge (9.0) and food processing sludge (9.0) also score highly, benefiting from the system's ability to contain volatile compounds and achieve pathogen inactivation without combustion. Electroplating sludge scores slightly lower (7.5) due to the heavy metal content that may require additional post-treatment steps before final disposal — but the volume reduction benefit remains fully applicable.
Final Disposal Pathways for Dried Sludge
A key practical advantage of reducing sludge moisture content to 10–30% is that it opens a wider range of economically viable and environmentally compliant disposal and resource recovery pathways that are not available to wet sludge at 80%+ moisture.
- Co-firing and co-incineration: Dried sludge with 10–15% moisture has a meaningful calorific value and can be blended with coal or biomass in power generation or cement kiln co-processing. This eliminates disposal costs and can generate energy or emission credits.
- Composting: Municipal sludge dried to 30–40% moisture can be composted with organic waste to produce land conditioner, provided heavy metal concentrations meet regulatory thresholds. Low-temperature drying preserves the biological nitrogen content that makes composted sludge agronomically valuable.
- Building material raw material: Dried sludge from certain industrial sources — particularly papermaking and chemical processes — can serve as a partial replacement for clay in brick and ceramic tile manufacturing, reducing both disposal burden and raw material extraction.
- Landfill disposal: Where other pathways are not available, dried sludge at 10–30% moisture qualifies as a solid waste rather than a liquid or semi-liquid, dramatically reducing landfill volume requirements and in many jurisdictions enabling classification as a non-hazardous solid when pathogen reduction criteria are met.
Number of Available Disposal Pathways by Sludge Moisture Content
This column chart illustrates how dramatically the number of viable disposal pathways expands as sludge moisture content decreases. Wet sludge at 80%+ moisture has only one practical disposal option — typically wet landfill or lagoon storage. After low-temperature drying to 10–30% moisture, five distinct pathways become available: co-firing, composting, building material production, land application, and conventional solid waste landfill. This pathway expansion is a key strategic benefit of investing in a wastewater sludge volume reduction system — it transforms sludge from a single-exit liability into a multi-option material with potential resource value.
Selecting a Sludge Drying System Manufacturer: What to Evaluate
The quality of your industrial sludge drying equipment and the expertise of your supplier significantly impact both the capital investment and the long-term operating performance of your sludge treatment project. When evaluating sludge drying system manufacturers China or internationally, the following criteria are critical.
- Sludge characterization capability: A competent industrial sludge dryer supplier will analyze your specific sludge composition — moisture, organics, heavy metals, pH — before recommending system parameters. Generic specifications without sludge characterization lead to undersized or mismatched equipment.
- Full-service project delivery: Look for suppliers offering project consultation, system design, civil works integration, commissioning, and ongoing operation and maintenance support. Fragmented supply chains where design, manufacture, and commissioning are split across parties create accountability gaps.
- OEM and custom engineering capacity: Standard catalog products rarely fit the space constraints, regulatory requirements, and sludge characteristics of specific industrial facilities. A capable wastewater sludge treatment equipment OEM partner can adapt heat pump capacity, conveyor length, control system integration, and exhaust treatment to your exact requirements.
- Reference installations and case studies: Request references for installations processing similar sludge types and volumes. Verified field performance data from comparable installations is a far more reliable predictor of system behavior than laboratory or theoretical figures.
- Regulatory compliance support: In China and internationally, sludge treatment projects must comply with discharge standards, solid waste regulations, and environmental impact assessment requirements. A manufacturer with experience navigating these regulatory frameworks reduces project risk for the buyer.
| Evaluation Criterion | Weight | What to Verify |
|---|---|---|
| Technical Expertise & R&D | 25% | Patent portfolio, engineering team credentials, sludge lab capability |
| Proven Field References | 22% | Site visits, documented performance records, client contacts |
| Full-Service Delivery | 20% | Design-to-O&M scope, after-sales service response time |
| OEM / Custom Capability | 18% | Sample custom project cases, CAD/engineering flexibility |
| Regulatory & Certification | 15% | ISO, CE, GB/T compliance; EIA navigation experience |
About Qingben Environmental Technology (Jiangsu) Co., Ltd.
Qingben Environmental Technology (Jiangsu) Co., Ltd. is a professional enterprise specializing in the manufacturing and service of sludge and wastewater treatment equipment. As a dedicated China low-temperature sludge drying system supplier and sludge drying equipment company, Qingben focuses on research and development, engineering design, and full-service delivery across the complete sludge and wastewater treatment project lifecycle.
The company's core product range includes decanter sludge dewatering machines, low-temperature sludge drying equipment, complete sets of wastewater treatment equipment, and river and lake sediment drying systems. Qingben's low-temperature sludge drying equipment can directly process sewage or mechanically dewatered sludge with 83% water content and reduce it to a dried output of 10–30% moisture — achieving a volume reduction of up to 90% and a sterilization rate of up to 90%.
As a full-service municipal sludge treatment equipment supplier, Qingben provides comprehensive technical support from project consultation, system design, construction management, and commissioning through to ongoing operation and maintenance — ensuring that every sludge treatment and wastewater treatment project achieves successful implementation and efficient long-term operation. The company serves municipal utilities, printing and dyeing factories, papermaking plants, pharmaceutical facilities, electroplating workshops, chemical plants, and leather processing facilities across China and in international export markets.
Frequently Asked Questions
Answers to the most common questions from facility managers, environmental engineers, and procurement teams evaluating sludge drying systems.
Q1: What moisture content does sludge reach after low-temperature drying?
Low-temperature sludge drying systems typically reduce inlet sludge from 80–83% moisture to an outlet moisture content of 10–30%, depending on the target disposal pathway. A 10–15% moisture level is suitable for co-firing or cement kiln co-processing, while 25–30% is adequate for composting or land application.
Q2: What temperature does a low-temperature sludge dryer operate at?
Low-temperature sludge drying systems operate at 45°C to 85°C, using heat pump technology rather than combustion. This range is sufficient for effective moisture evaporation and pathogen reduction while avoiding the odor volatilization and energy intensity problems associated with high-temperature (100°C+) thermal dryers.
Q3: Is low-temperature sludge drying energy efficient?
Yes. Heat pump-based low-temperature drying consumes approximately 250–450 kWh per tonne of water evaporated, compared to 800–1,200 kWh for conventional high-temperature thermal dryers. The heat pump's COP of 3–5 means that each unit of electrical input delivers 3–5 units of drying heat, making it one of the most energy-efficient sludge treatment technologies available.
Q4: How does sludge drying reduce disposal costs?
By reducing sludge volume by up to 90%, low-temperature drying systems cut transport, handling, and landfill disposal costs by a proportional amount. A facility generating 10 tonnes of wet sludge per day can reduce this to approximately 1 tonne of dried product — slashing transport frequency and disposal fees while also opening pathways to resource recovery that eliminate disposal fees entirely.
Q5: Is low-temperature sludge drying environmentally friendly?
Low-temperature drying is one of the most environmentally benign sludge treatment technologies available. The closed-loop air circulation system contains odors and pathogens within the equipment boundary, producing no combustion emissions. The dried output enables resource recovery pathways — composting, co-firing, building materials — that reduce overall environmental burden compared to landfill disposal of wet sludge.
Q6: What happens to sludge after wastewater treatment?
After primary and secondary wastewater treatment, residual sludge — typically at 80–85% moisture — must be further treated for disposal or resource recovery. Common steps include mechanical dewatering (reducing to ~80% moisture), followed by drying, composting, incineration, or landfill. Low-temperature drying is increasingly adopted as the step that bridges mechanical dewatering and final disposal, reducing moisture to 10–30% and enabling a broader range of compliant end-use pathways.
Q7: How is sludge disposal regulated?
Sludge disposal is governed by national and regional environmental regulations. In China, the primary standards are GB 18918 (municipal wastewater treatment plant sludge disposal — soil improvement quality) and GB 16889 (sludge landfill standards). Internationally, the EU's Sewage Sludge Directive and US EPA 40 CFR Part 503 set pathogen reduction, heavy metal limits, and land application conditions. Proper treatment to the required moisture and pathogen levels is a regulatory prerequisite for most disposal pathways.
Q8: What is the ROI of a sludge drying system?
ROI varies by facility scale, local disposal costs, and available resource recovery pathways, but facilities processing 5–20 tonnes of wet sludge per day typically report payback periods of 2–4 years when accounting for reduced transport and disposal fees, energy savings versus alternative treatments, and potential revenue from dried sludge used in co-firing or composting. Detailed ROI projections should be developed with the equipment supplier based on your specific sludge volume and local disposal cost structures.







